
Sveising med TIG
Started by
wazzza
, Jan 29 2007 15:48
27 replies to this topic
#21

wazzza
-
- Supermedlem
-

- 3657 Innlegg:
oljearbeider/bilberger
Posted 08 February 2007 - 07:47
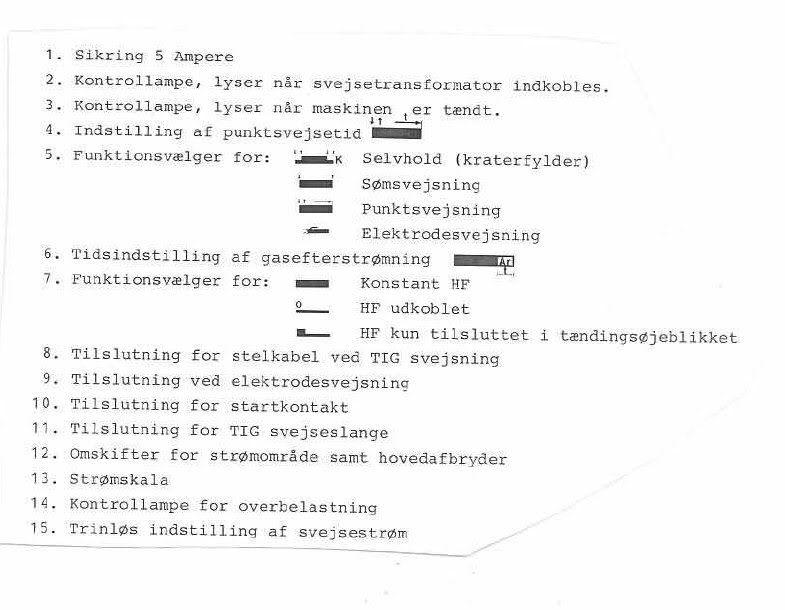
Kanskje dette hjelper. Har tatt screenshot fra håndboka til apparatet. Snakket med aker på Verdaln her om de hadde noe kunnskap om dette apparatet og hvor man får tak i deler. De hadde sluttet med migatronic for lenge siden. Som du sier, de holdt i til industrielt bruk....
Øystein Grønås
2001 Dodge Ram 2500 QCSB, HO Cummins, NV5600, Dana 80 FF, Smarty stacked w/Edge juice w/attitude CTS, BHAF, BD FlowMaX, BD SBS, Kenwood D710E, 5" MBRP, Carli/Bilstein, 3.rd gen trackbar, Borg Warner S363
2001 Dodge Ram 2500 QCSB, HO Cummins, NV5600, Dana 80 FF, Smarty stacked w/Edge juice w/attitude CTS, BHAF, BD FlowMaX, BD SBS, Kenwood D710E, 5" MBRP, Carli/Bilstein, 3.rd gen trackbar, Borg Warner S363
#22
pajeroskru
-

- Supermedlem
-
- 1240 Innlegg:
forskrudd
Posted 08 February 2007 - 20:45
Ikke så veldig avanserte greier. Etterstrømningen (6) kan du ha på 5 sekund. Anbefaler å bruke siate alternativ på 7. Da får du en høfrekvent gnist som tenner lysbuen.
Mener at GasTec forhandler Migatronic i Tromsø.
Mener at GasTec forhandler Migatronic i Tromsø.
Deler til gen2 - 2,8 96 mod selges.
#23
rocky el
-

- Medlem
-
- 6 Innlegg:
Nytt medlem
Posted 06 March 2007 - 22:44
det viktigste du må gjøre e å slipe wolframen (sveisepinnen) å vis det blir runt har du for mye guff eller du går for seint husk også å lage det til sann at du har et godt anlegg å føre pistolen ettter så kan det være fint å høre godt etter nor du sveiser da vil du etter vært høre nor du e på rette farta . dette krever litt trening . husk å at det e tilsatsen må være rein ( heilt rein)  det e bare trening som skal til lykke til
det e bare trening som skal til lykke til
det e bare trening som skal til lykke til
#24
harley
-

- Medlem
-
- 438 Innlegg:
Offroader
Posted 11 March 2007 - 15:32
Vi bruker argon til tig sveising på jobben, men da sveiser vi stort sett rustfrit
#25
Lille Turbo
-

- Medlem
-
- 331 Innlegg:
Offroader
Posted 11 March 2007 - 16:16
QUOTE(pajeroskru @ 7 Feb 2007, 23:37) <{POST_SNAPBACK}>
Trodde du mente MD(T)A var merket på apparatet. Ser ut som et greit apparat, uten at jeg har sveist spesielt mye med Migatronic. Det er som Rogaland skriver, at det aldri har fått den helt store anerkjennelsen i industrien. Har sett en del Migatronic på bilverksteder og hos maskinenterpenører. Ligger vel litt lavere i pris enn Esab, Kemppi og Lincoln som er markedsledere i industrien.
Jeg har et mindre Lincoln Norweld som ikke er helt i form. Noen som kan hjelpe med tips ang rep av dette? Problemer et at jeg får ikke "startet" sveisestrømmen når jeg har stilt apparater på lav strøm. Ved sveising med høyere strøm, dvs fra 25 % og til maks, er det ikke noe problem. Men den tenner ikke på lav strøm. Høyfrekenten freser av gårde som bare det men ingen sveisestrøm. Jeg har byttet hovedtransistorene og noen dioder i hovedeffekt kretsen og lurer på om det kan være at disse ikke er "machet" opp mot hverandre men er ikke sikker.
Noen som har noen forslag?
Her er apparatet:


Edited by Lille Turbo, 11 March 2007 - 16:18.
Autodidakt Elektromekaniker.
#26
pajeroskru
-
- Supermedlem
-
- 1240 Innlegg:
forskrudd
Posted 11 March 2007 - 22:53
Mine kunnskaper er vel best på utsiden av boksen, men vil anta at du kan lete etter feilen i vribryteren (potensiometeret?) til strømstyrken. Siden du har strøm fra 25% og oppover er vel dette ikke usansynlig.
Deler til gen2 - 2,8 96 mod selges.
#27
Rikard
-

- Medlem
-
- 580 Innlegg:
just4fun
Posted 14 March 2007 - 23:59
Vi bruker fortrinnsvis Argon på jobben hos oss, som bakgass (Hvis du skal ha rustfrie rør rustfrie inni også) bruker vi ofte nitrogen fordi den er billigere, men også Argon. Bruker samme apparat og gass på alle materialer, også aluminium, men da må du som nevnt ovenfor bruke en annen Wolfram, ved Aluminiumssveising skal Wolframen være butt, ikke slipt, og man må ha masse strøm, gjerne 200-230 A.
Vi har et Migatronic TIG også, mange liker det pga. mulighet for "pulsinnstilling".
På rør bør du bruke litt fuge for å få gjennombrenning(baksveis)... Iflg. teorien skal sveisen være like fin på baksiden som på framsiden. Lykke til!
Vi har et Migatronic TIG også, mange liker det pga. mulighet for "pulsinnstilling".
På rør bør du bruke litt fuge for å få gjennombrenning(baksveis)... Iflg. teorien skal sveisen være like fin på baksiden som på framsiden. Lykke til!
Just4Fun
Gravene Offroad
Gravene Offroad
#28
Coltaine
-

- Medlem
-
- 679 Innlegg:
Grand offroader
Posted 17 March 2007 - 01:13
Nettop tatt sveisekurs, så nå skal vi øse av nylært visdom.
Eller jeg kan prøve.
ved sveising i fuge skal det være ingen sårkant og mellom 0-3 mm larvehøyde på baksiden...
Du kan se på wolframmen om du sveiser med feil pol, f.eks om du sveiser med elektroden på pluss vil wolframmen etterhvert holde seg noenlunde spiss, om du sveiser på minus vil wolframmen bli dråpeformet, og om du sveiser på vekselstrøm såå øøhh, tror jeg det var at den blir flatere etterhvert.
Eller jeg kan prøve.
ved sveising i fuge skal det være ingen sårkant og mellom 0-3 mm larvehøyde på baksiden...
Du kan se på wolframmen om du sveiser med feil pol, f.eks om du sveiser med elektroden på pluss vil wolframmen etterhvert holde seg noenlunde spiss, om du sveiser på minus vil wolframmen bli dråpeformet, og om du sveiser på vekselstrøm såå øøhh, tror jeg det var at den blir flatere etterhvert.









